Innovates your Parquet Production
MOSAICPARQUET

The machining line for the production of the top layer lamellas is based on the prooven technology of the SCHROEDER-system for manufacturing solid wood parquet blocks and Lamparquet. For the special requirements of the production of top layer lamellas several properties were optimized. Instead of machining blocks with T & G, straight blocks, perfectly planed and cross-cutted on all sides, are manufactured. For this purpose only the tooling has to be different compared to classical or solid parquet blocks. For further detailed information, please refer to our pages for production lines for solid or classical parquet blocks.
Of course the intermediate grading station SV and the transfer device TV-2 can be skipped because no face grading is necessary and there are no “right” and “left” hand blocks. In addition, the double cross-cut machine is just equipped for cross-cutting with 2 or 4 saw spindles, only.
In addition to the above mentioned line, a machine for splitting of the planed blocks is necessary. This splitting saw is available in various versions with 2, 3 or 4 saw spindles, each equipped with 1 - 5 saw blades, depending on if the planed and cross-cutted blocks shall be sawn into 2 lamparquet blocks or into 3 or more top layer lamellas. The use of circular saws reduces maintenance of the machine and especially of the tooling, low tool costs at very high capacities are further advantages. In addition, the small amount of operators must be taken into account. The complete line (incl. planers and cross-cutting) only needs 1 person for loading.
Finally the lamparquet blocks or the top layer lamellas are graded (selected) into different qualities. Top layers are either stored in a buffer stock or directly fed into the glue application and pressing system.
SLAT PRODUCTION
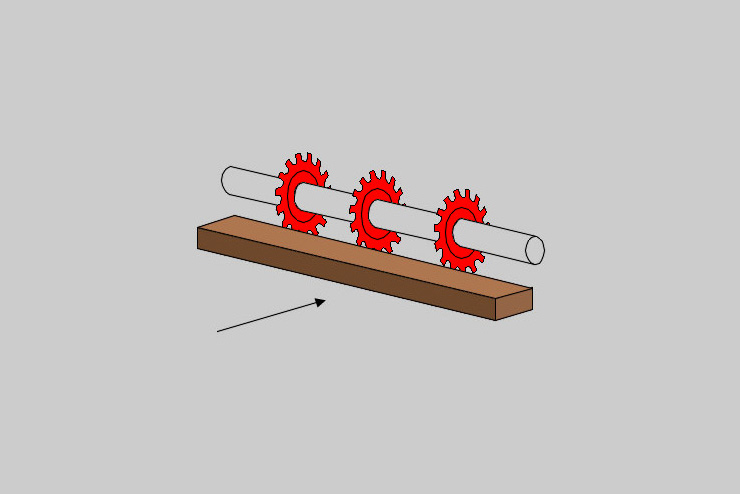
Production of the mosaic parquet slats or fingers should be made on the prooven SCHROEDER manufacturing line, consisting of three main production machines with connecting conveyors and a silo (hopper) as buffer. At first the rough battens are cut to length in the drum saw RTS. Cross-cutting of the rough sawn and killed dries battens (up to 1 m length) allows maximum efficiency because even strongly bended material can be planed to full thickness (= width of the slats).
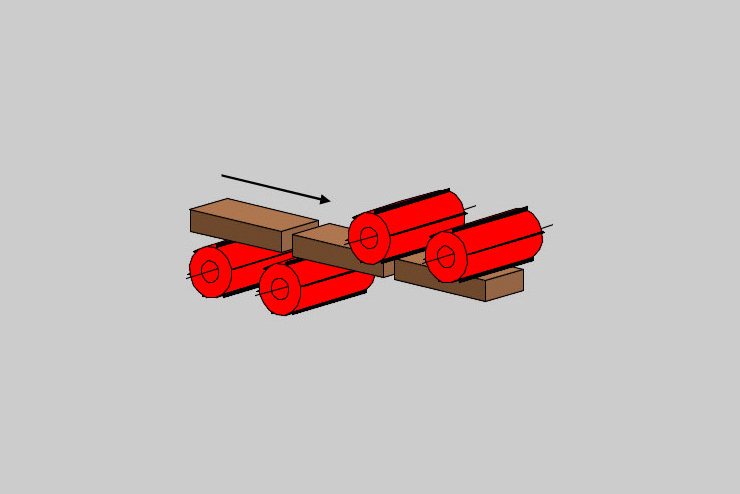
These short blocks are then planed on top and bottom in the 2-side planer LH-4 to their final thickness (= width of the slats). By using a 4-spindle planer, high dimesional accuracy is achieved for perfect assembly of the individual slats. By using planing heads at a 25° angle, even planing of short blocks down to 100 mm length is made with high precision.
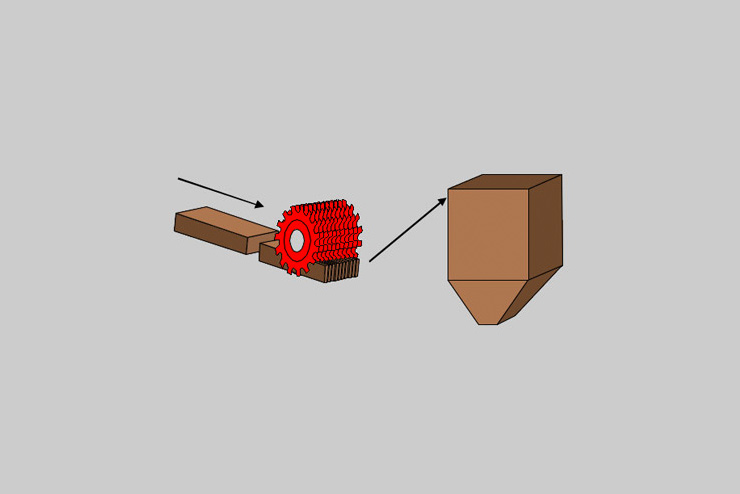
Finally the planed blocks are ripped into the single slats in the multi rip saw LS. Buffering of the slats in a silo (hopper) enshures an independent production from the following grading stations (for mosaic) or cord production and pressing operations (for base and core layer).
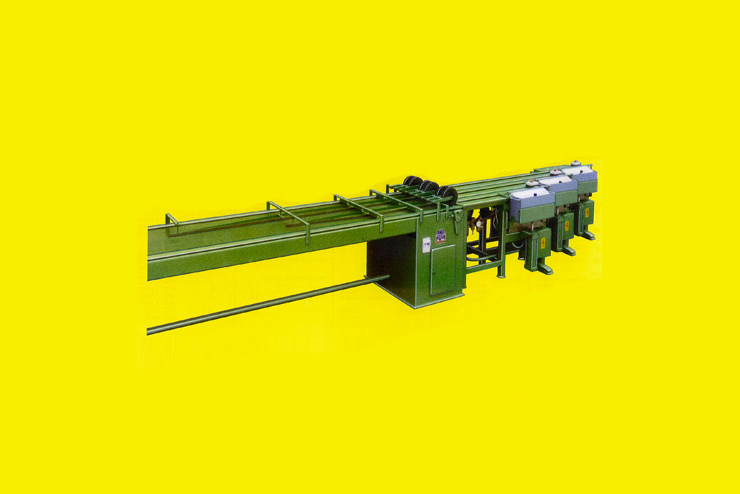
DRUM SAW RTS

Drum saw RTS
Equipped with 8 clamping stations, each with 6 clamping jaws, drum speed up to 7 rev./ min capacity: up to 300 pcs. / min. (160 mm)
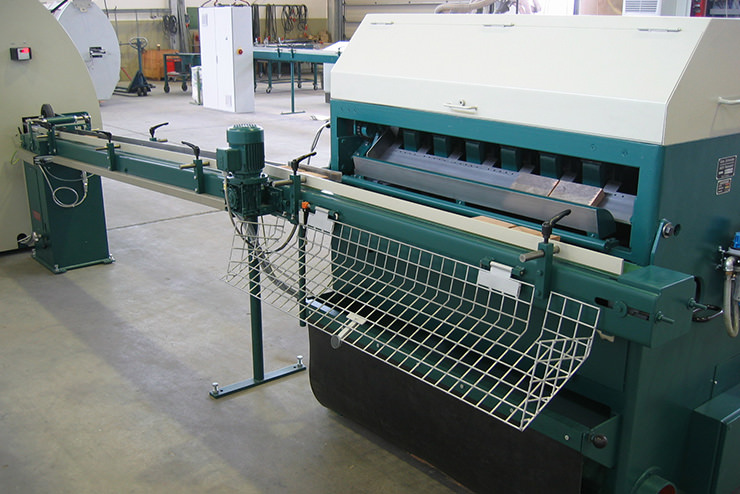
Option: With automatic hopper feed for length up to 1000 mm
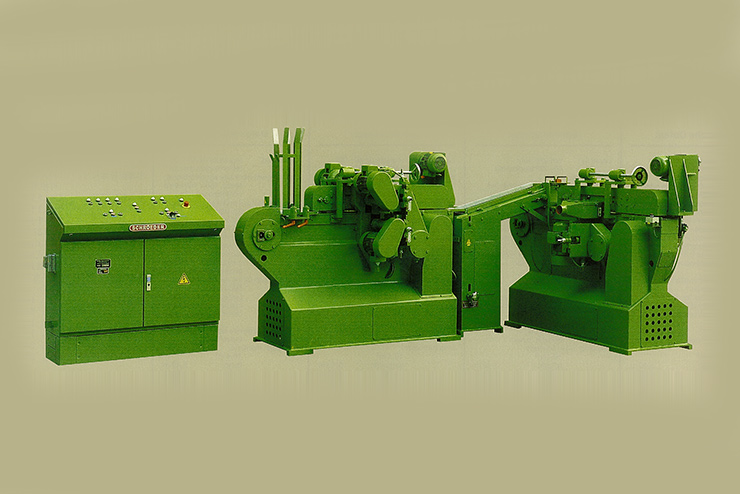
2-SIDE PLANER LH-4

2-Side Planer LH-4
The 2-side planer LH-4 is machining the thickness of the blocks, which where cut to length, with 4 spindles, 2 each on top and bottom. By setting these spindles at an angle of 25°, even short blocks (down to 100 mm length) can be machined perfectly.
Constant thickness is of great advantage for assembling to patterns or producing cords or mats because thickness becomes width of the slats. Variations in width of the slats lead to variations in the pattern or in the cord length and may therefore produce gaps or insufficiant tongue and groove at the final product.
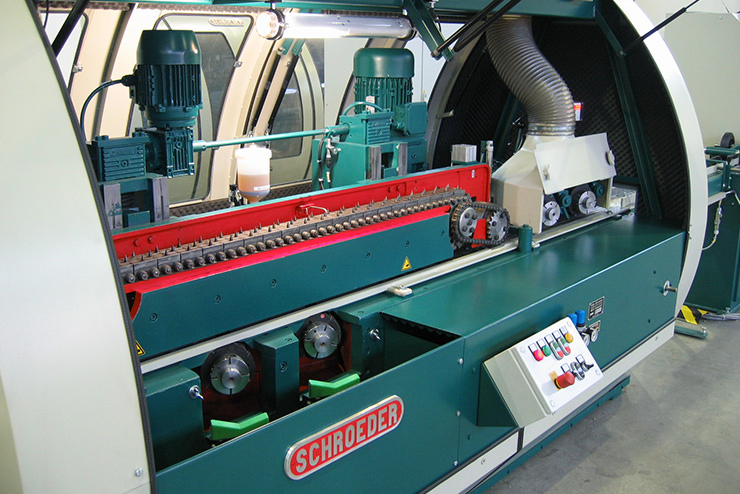
RIP SAW LS

Rip saw LS
Multi-Rip Saw for parquet slats, either for mosaic parquet or for core/baser layer slats, specially designed for ripping short wood blocks (< 300 mm length), with top chain feed with rubber cleats or steel spikes.
The machine is equipped with a bottom saw spindle (22 - 37 kW) and designed for wood thickness 10 - 40 mm (on request up to 50 mm) with a max. wood width of 110 mm (rubber cleats) / 130 mm (steel spikes).
Feed speed adjustable from 10 - 40 m / min.

For large variations of the wood blocks in width, the tilted pressure roller infeed system is applied, to avoid turning of the blocks. The driven rollers feed and align the blocks to the fixed side fence (See fig. left side).
CE-version with large safety hood and automatic table greasing system.
GRADING SYSTEM

Hopper feed unit SLV-F
The mosaic slats (fingers) are stored and mixed in a silo (hopper). The SLV-F feeds the slats out of this hopper by a chain-driven feeder. By a vibrating slide and a special aligning system, the slats are individually placed (crosswise) on the following grading conveyor (-> SB 60) or transferred into a computer controlled, camera grading system.
Grading conveyor with stacking unit SB-60 F
The mosaic parquet slats are graded manually in various qualities and colors, following these grades are automatically stacked in metal boxes. From these stacking boxes, later on the supply of the automatic assembly machines is made.
WIRE ASSEMBLY DTA-P

Wire assembly DTA-P
After aligning the slats in parallel, they are pushed in sets of 5, 6 or 7 into the machine and grooved on the backside. Into these grooves Aluminium wires are introduced, deeply pressed and finally cut to the length of the blocks.

To prevent from problems due to humidity changes, the blocks are slightly spaced and the end of the machine.
SANDER

After assembly of the slats to (square) tiles by connection with Aluminium wire, they are calibrated (sanded to exact thickness) on the back face and finish sanded on top face, ready to be lacquered (varnished). For sanding, there are min. 4 rollers necessary (1 x bottom + 3 x top).
Regular or standard wide belt sanders are typically not useful, therefore we recommend special sanders for parquet elements. Such machines have a working width of just 600 mm (resp. 3 or 4 tiles side by side) and use vacuum conveyor belts for feeding.
However, there are many different types and systems available, important is the applicability for small elements of e.g. 6” x 6” or 160 x 160 mm.
After sanding the lacquer (varnish) is applied with an applicable lacquering line. Further information on this aspect can supplied on request. The following list is just an (alphabetical) overview without any claim to be complete:
SQUARING MACHINE KM-4
For precise squaring and tongue & groove machining of the sanded and pre-finished mosaic parquet tiles.
The machine consists of two sections, placed in a 90° angle for machining all 4 sides of the tiles. Depending on the application up to 4 saw und 2 cutter spindles are applied per section. The machine is also available for other dimensions (e.g. 150 x 300 mm or 6” x 12”).
The basic design corresponds to a combination of 2 double end tenoners.
ASSEMBLY-MACHINE TS-4

The pre-finished, calibrated and T&G machined square blocks are loaded into hoppers by hand and are assembled pneumatically into larger tiles (2 x 2 or 4 x 1).
These tiles are glued together with hot melt glue (Polyamid-glue), this glue is fully hardened on the integrated cooling section.
ASSEMBLY MACHINE MTA-2 PE
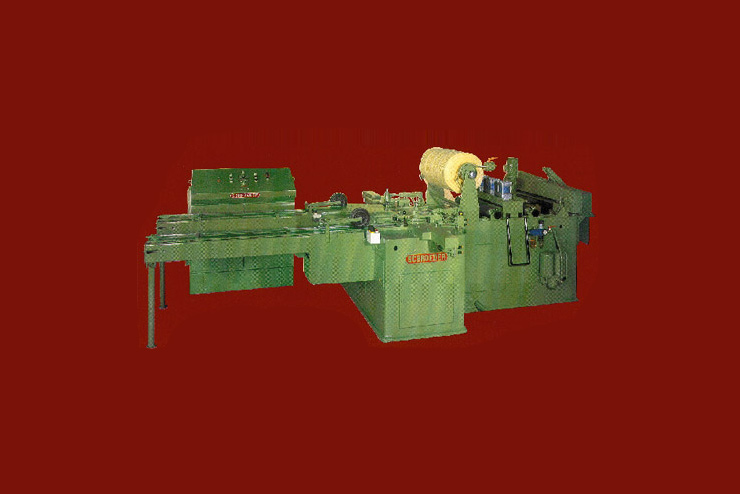
Assembly Machine MTA-2PE
Assembly machine MTA-2PE (chess pattern).
In combination with the feed unit SB-35 BA the slats are automatically pushed out of the stacking canisters, transferred into the assembly machine and arranged to the desired pattern. A cotton fibre net, coated with hot melt glue is applied on the back side of the slats. With a heated press, the glue is melted and pressed on the assembled slats. The “carpet” produced is cut into size and stacked in piles for packing.
Assembly machines MTA-V or MTA-2V
For Shipsdeck pattern (various patterns possible).
When adding a type MTA-V (single version) machine to an existing MTA-2PE, no additional operator is necessary. Feeding of the machine by a SB-35 BA unit can be done by the operator of the MTA-2PE in parallel.
In addition, a double capacity version type MTA-2V is offered.
SORTIERANLAGE AUTOMATISCH
PC-gesteuerte, automatische Sortierung von Mosaikparkettlamellen (paketweise) im Durchlauf, mit hochauflösender CCD Farbmatrixkamera (ARGUS Spektra). Scannen der Lamellen im Stillstand, anschl. automatische Palettierung der Lamellen nach Qualitäten in Magazinkästen oder direkte Übergabe in Zusammensetzung.
Leistung:
ca. 400 Lamellen / min. entspr. ca. 1,45 qm / min. ca. 600 qm / Schicht
Breite der Lamellen: 22,85 (+ / - 0,2 ) mm
Stärke der Lamellen:
8 (+ / - 0,5) mm
Länge der Lamellen:
160 (+ / - 2) mm
Oberfläche:
gut gesägt, gehobelt oder geschliffen
Vorschub:
45 Takte je min. à 9 Lamellen
Sortierungen:
(3 + Abfall gemäß DIN 280, bis zu insges. 6 möglich):
- Natur + Gestreift + Rustikal + Abfall