Innovates your Parquet Production
BASE- & CORE LAYER
Base layer production
The production of the single slats for the base layer is based on our production line for mosaic parquet slats. This line can be adapted to various dimensions of the single slats and is therefore the ideal basis for production base- and core-layer slats (for 3-ply planks or engineered flooring). Further information on this line may be obtained from our pages for production lines for un-finished and pre-finished mosaic parquet.
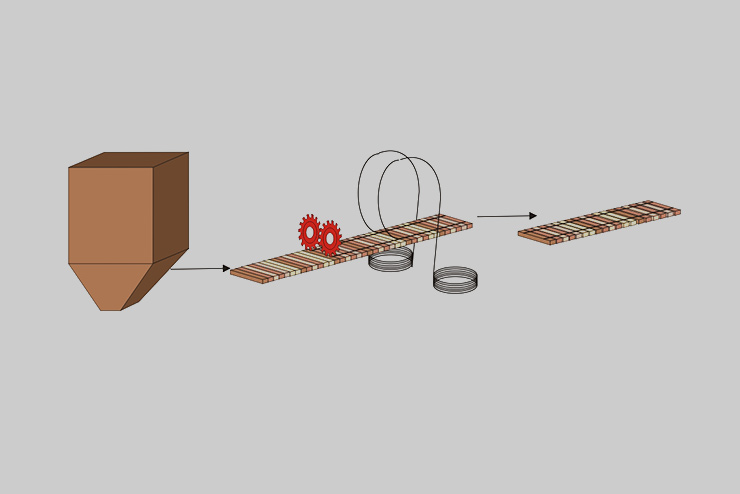
From the hopper (silo) the slats are taken out and aligned by placing them parallel to each other on a grading conveyor. Now the waste, large chips and brocken slats can be selected and taken out. After grading the slats are fed directly into the wire backing machine to produce the base layer cords or mats.
As an alternative, the slats can also be graded immediately after production and then stacked into stacking boxes. With automatic unloading stations, the slats are than directly fed into the following wire backing machine to produce the cords or mats.
This process is made in the following wire cord machine DTA-S. On the rear or back side of the slats, 2 or 3 grooves are cut and the slats are connected with aluminium wire to longer cords or mats. These mats are strechted to a regular spacing between the individual slats. This ensures high flexibility of the final product, allows expansion due to changes in humidity and saves material for the base layer. In the shape of mats or cords the base layer is easy to handle and the cords can be stored until further processing (glueing and pressing).
In case of plywood as base layer, a real production of the base layer is not necessary. Panels can be bought ready for production. The quality of the plywood is of high importance for the quality of the final product. Insufficiant glueing and pressing quality of the single plywood layers will lead to problems in tongue and groove machining. Variations in thickness increase the amount of sanding and therefore the final price of the product. Depending on the type of glueing and the dimension of the press the plywood panels have to be cut to the size of the press. Typically, panel sizing systems, like pressure beam saws or combinations of multi-rip saws and pressure beam saws, are applied.
If the press has larger dimensions, the plywood panels may be used without further sizing.
For panel sizing of up to 3 x 4 m large plywood or MDF panels in packages (3 - 6 panels in one cut).
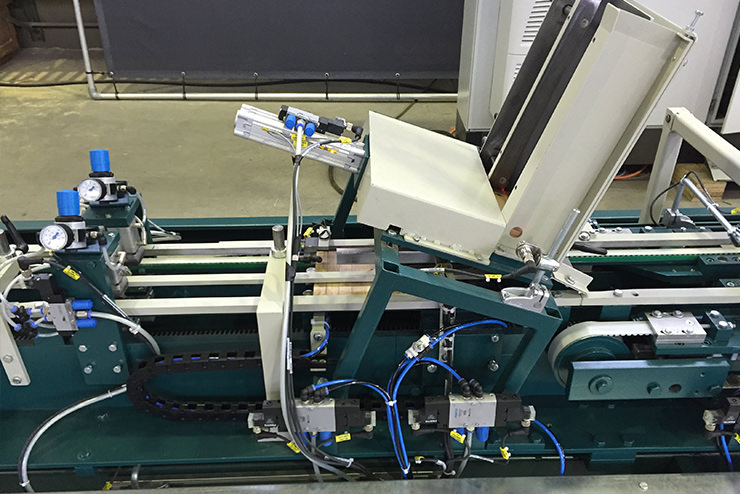
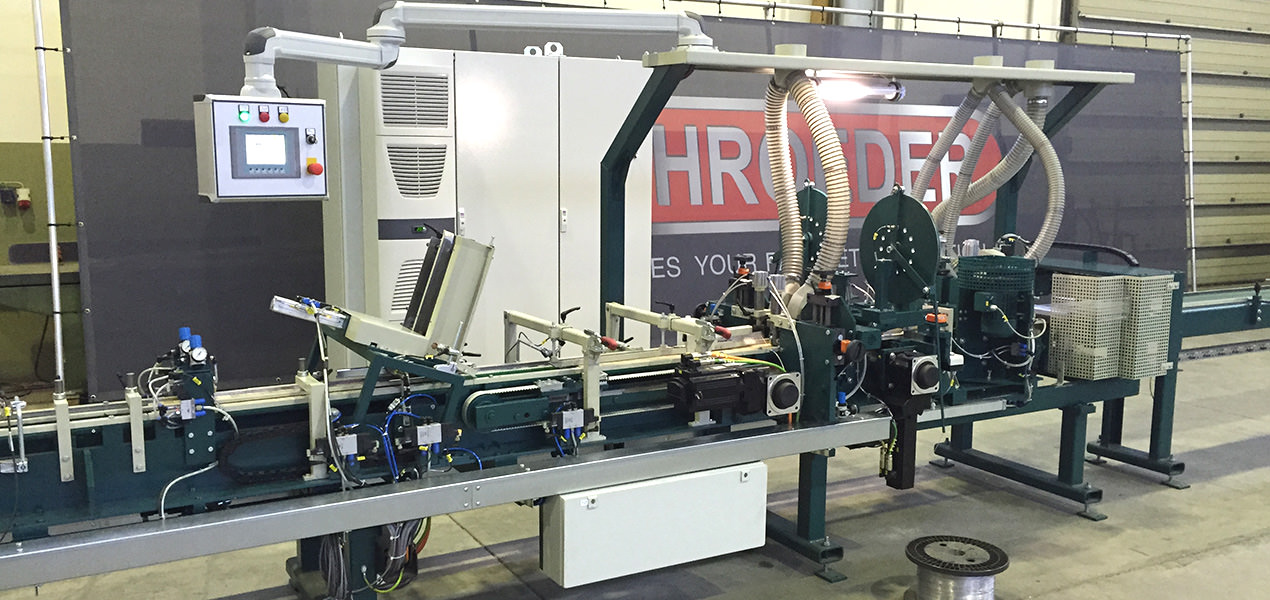
WIRE CORD MACHINE DTA-S
Automatic infeed of the base layer slats from a hopper or out of stacking boxes Stepwise cutting of grooves for the connecting wires.

Automatic infeed of the aluminium wire and adjustable spacing of the cords With safety hood for noise reduction and easy access.
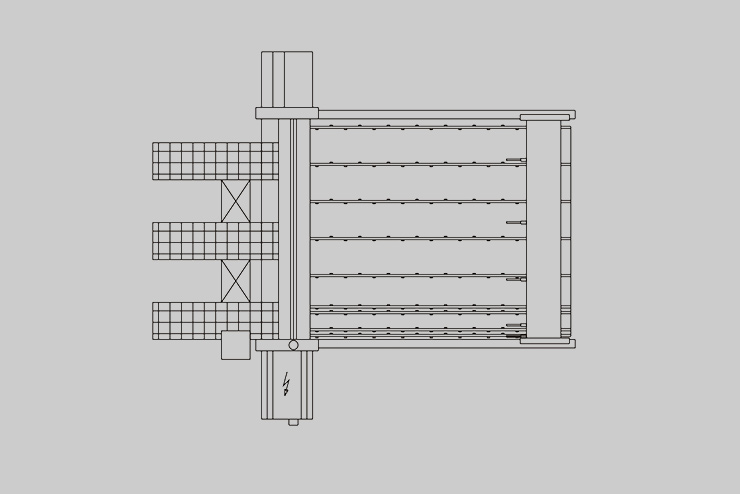
WIRE-CORD ASSEMBLY MACHINE DSV
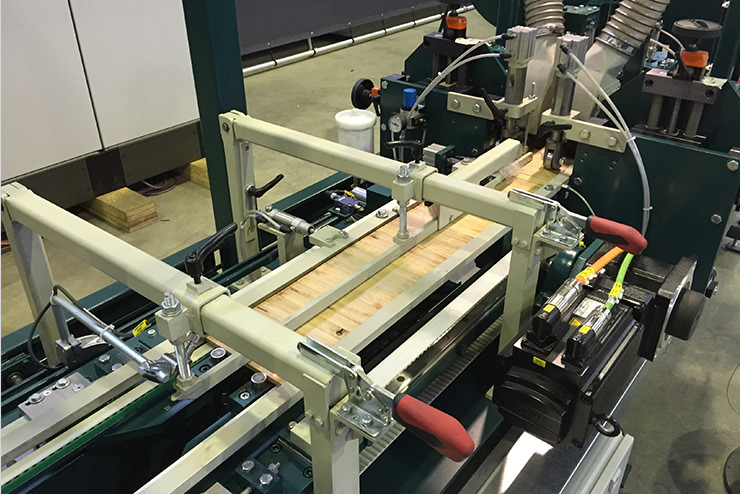
Automatic infeed of the slats out of mixing silo or stacking canisters or directly from slat production line. For calibrated or rough sawn slats, with Servo-drive units for feed and spacing (gaps).
Cutting of 2 - 4 grooves, automatic inserting and pressing of the wires (Aluminium) or plastic fibres (PA).
Synchronouos spacing of the mats to final length with fully variable spacing (adjustable gaps), finally wire cutting (drilling) or cross-cutting of the mats to final length with cross-cut saw.
Mat lengths fully variable by adjustable no. of slats per stroke (cycle), no of strokes (cycles) and spacing (gaps).
Mat-/ carpet-width (slat length) with motorized PLC-controlled setting, easy to adjust. On request with additional (wide) end-slats (hard- or plywood) autom. inserted from hopper.
Optional: automatic stacking units, e.g. on EURO-palette.

Groove cutting
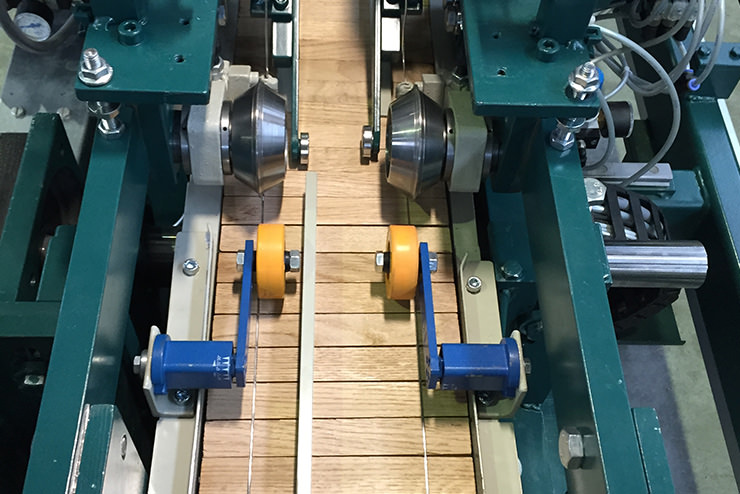
Wire inserting and spacing with gaps

Wire cutting
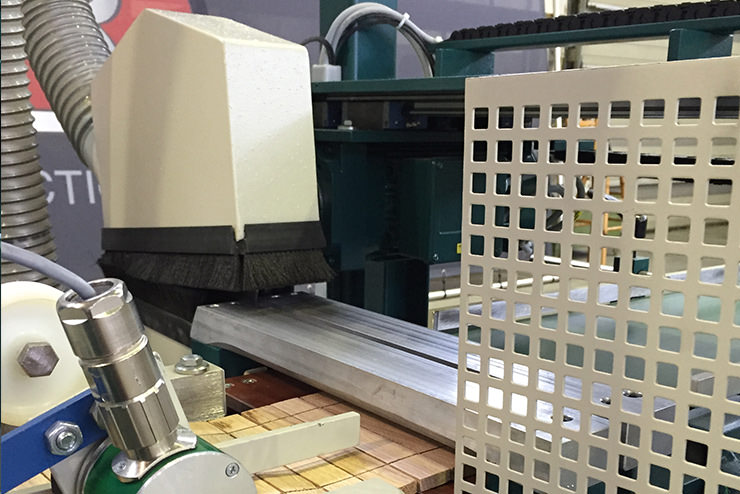
Cross-cutting of end slats

Ready to use carpets / mats
Stroke (main pusher) available from 500 up to 1.500 mm,depending on main carpet lengths.

Capacity:
Slat lengths (carpet width) 120 - 500 mm
(calibrated or random/rough sawn);
Carpet length: ca. 200 up to 3.000 mm
(fully adjustable by no. of slats and gaps)
Slat width: 20 - 40 mm (kalibriert oder fallend/sägerauh)
Slat thickness: 8 - 12 mm (on request 5 to 20 mm);
Feed speed from 2 - 10 m/min. (ca. 400 qm / 8 h with 160 mm width)
End slats abt. 40 or 80 - 120 mm wide
(single- or triple width for cross-cutting)
Optional: carpets without spacing / no gaps.