Innovates your Parquet Production
STABPARKETT
DER KLASSIKER
Die Maschinenlinie zur Herstellung von klassischem Stabparkett basiert auf dem bewährten SCHROEDER- Prinzip zur Produktion von massivem Parkettstäben. Dieses Prinzip steht für die Trennung von Vorbearbeitung und Profilierung bei der Längsbearbeitung in zwei Hobelmaschinen mit Zwischensortierung. Die komplette Anlage besteht aus drei Bearbeitungsmaschinen und dem Zuführmagazin. Die einzelnen Maschinen sind durch Transportbänder verbunden, diese Bänder dienen außerdem als Materialpuffer. Zunächst werden die Rohfriesen in das Magazin der Zuführvorrichtung MA oder AB eingelegt und über ein Pufferband der Vorhobelmaschine VH-120 oder-170 zugeführt. Durch den angetriebenen Einzug werden die Friesen sicher an den Anschlag angelegt und mit Abstand (Lücke) unter die Transportkette gefördert. Hier werden sie von unten und oben vorgehobelt sowie seitliche Überbreiten entfernt bzw. eine gerade Längskante angefügt.
Durch das beidseitige Entfernen der Trockenhaut werden die Spannungen im Holz weitgehend abgebaut, die Reduktion von Überbreiten und Überstärken stellt eine optimale Produktqualität in den folgenden Bearbeitungsschritten sicher. Die Schrägstellung der unteren Hobelwelle garantiert auch bei stark gekrümmten Friesen eine gerade Bearbeitung ohne Einschläge. Das unnötige Einfräsen von Nuten zur Führung der Stäbe entfällt, die Friesen können optimal ausgenutzt werden. Nach der Vorbearbeitung erfolgt eine Sichtkontrolle der Stäbe. Die beste Seite kann nun erfolgreich gewählt werden, zur Endbearbeitung werden die Stäbe dann noch einmal gewendet und mit der (späteren) Gutseite nach unten in den Einzug der 4-Seiten Parketthobelmaschine PAKE 120 oder 170 gefördert. Hier wird mit größter Präzision die Unter- und Oberseite fertiggehobelt sowie die Längsseiten mit Nut- und Feder profiliert. Die Schrägstellung der unteren Hobelwelle erlaubt die Bearbeitung auch sehr dünner Hölzer. Der obere Kettentransport, seit über 50 Jahren ein Markenzeichen der SCHROEDER-Parkettmaschinen, sowie die exakt gegenüberliegenden Frässpindeln garantieren eine perfekte Geradheit der Stäbe. Die am Maschinenende angeordnete, obere Hobelwelle bearbeitet die Stäbe auf Endstärke.
Die an den Längsseiten fertig bearbeiteten Parkettstäbe werden nun auf Länge abgekürzt und stirnseitig profiliert. Je nach Anwendung kommt eine Doppelabkürz-, Nut- und Federmaschine PAKUE mit 5 oder 6 Aggregaten zum Einsatz. Mit 3 oder 4 Sägeaggregaten werden die Stäbe abgekürzt und das Profil vorgeritzt, anschließend mit je einem Profilfräser Nut und Feder endbearbeitet. Durch das Auflegen der Stäbe auf einen festen Maschinentisch ist dabei höchste Präzision garantiert. Abschließend werden die Parkettstäbe in die verschiedenen Qualitäten sortiert und verpackt.
ZUFÜHRUNGEN
Zuführungsapparat MA
(Kettenvorschub mit Motor und Regeltrieb) Für mittlere und hohe Stückzahlen bis 200 Stk. / min. bei der Produktion von Stab- und Lamparkett bzw. Deckschichtleisten. Robuste und bewährte Ausführung - Neu: jetzt auch mit Frequenzumrichter und autom. Füllstandsregelung sowie Vorschubkopplung mit den nachfolgenden Maschinen. Nur für Holzabmessungen bis max. 850 mm bzw. 1250 mm Holzlänge

Halbautomatische Zuführung HB
(Halbautomatisches Zuführungssystem mit Puffer) Basierend auf der Zuführung MA erlaubt dieses System mehreren Bedienern gleichzeitig die Linie mit Rohfriesen zu beschicken. Die Rohfriesen werden paket-weise (ca. 4 - 6 Stk.) auf einen Mehrfach-Kettentransport aufgelegt. Von hier werden sie automatisch in das Magazin übergeben. Dies erlaubt hohe Vorschübe bis 45 m/min. auch für kurze Hölzer 400 mm. In Links- und Rechtsausführung verfügbar (Querförderer links oder rechts angebaut).
Pneum. Zuführung AB (+ Band)
Für hohe Flexibilität bei kleinen und mittleren Stückzahlen (bis 100 Stk. / min.) bei der Produktion von Stabparkett, 2-Schicht Parkett und anderen vorbearbeiteten Produkten. Lieferbar für Holzlängen bis zu 2500 mm
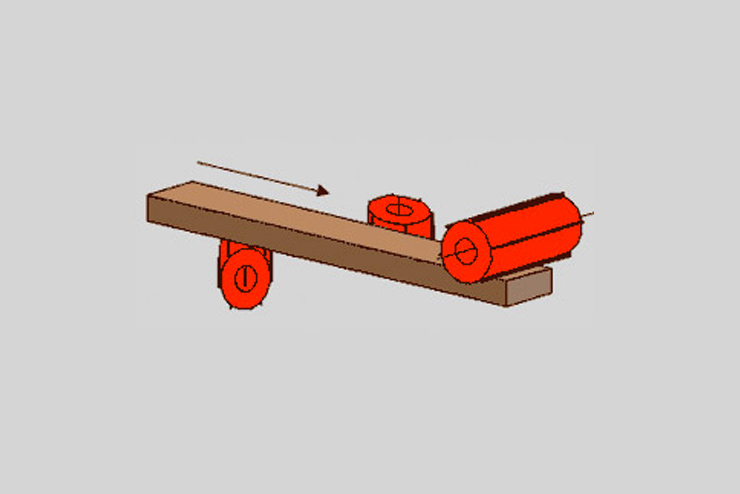
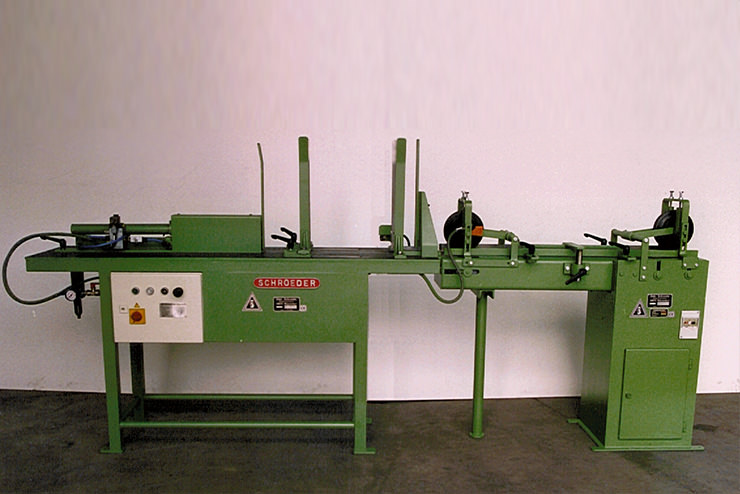
VORHOBEL VH-120 / -170 / -220

3-Seiten Vor-Hobelmaschine für höchste Leistungen (Vorschub 15-50m/min.) speziell bei kurzen Holzlängen ab 200mm. Bedienung komplett von vorn bzw. über SPSTouch-Panel an Schenkarm, mit CE-Schutzhaube voll gekapselt (max.84dB/A). Schwere obere Tranksportkette mit 2 getrennt regelbaren pneumatischen Druchsystemen. Motorische Höhenverstellung der Transportkette über SPS-Steuerung.

Holzbreiten ab 40 bis 120 mm (VH 120) bzw. 170 mm (VH 170) oder 220 mm (VH 220). Untere und obere Hobelwelle um 30° schräg, auch für dünne oder gekrümmte Hölzer ohne Einschläge, je nach Version mit zus. vorderem Stützlager. Wendeplatten-Hobelköpfe auf Duo-Hydro-Buchsen. Obere Hobelwellemit konzentrischen, pneumatischen Druckstücken.
ZWISCHENSORTIERUNG SV
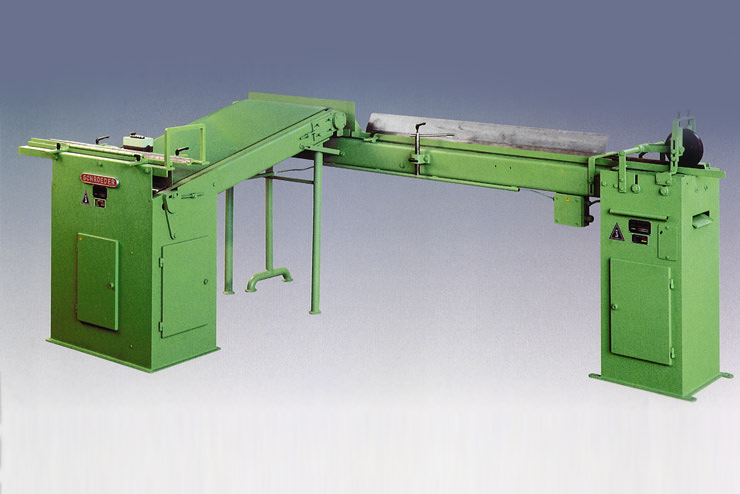
SV + Band B-25
Durch den Einsatz einer Zwischensortierung SV nach der Vorhobelung können die Parkettstäbe um bis zu 30% in die nächst bessere Klasse sortiert werden. Nach der Bearbeitung von Ober- und Unterseite kann die Qualität der Stäbe, d.h. insbesondere die Auswahl der späteren Gut-Seite, wesentlich schneller und effektiver beurteilt werden als im Roh-Zustand.
Hierzu werden die Hölzer nach der Vorhobelmaschine zunächst um die Längs-Achse gewendet (Gutseite oben). Zur Beurteilung werden die Stäbe dann (langsam) quer gefördert und anschließend vor der Endbearbeitung und Längs-Profilierung auf dem zwischenliegenden Transportband noch einmal gewendet.
Die Zwischensortierung SV ist in verschiedenen Längen und Breiten verfügbar, je nach max. Holzlänge und mittlerer Vorschubgeschwindigkeit. (Nicht erforderlich für Lamparkett oder Deckschichtproduktion).
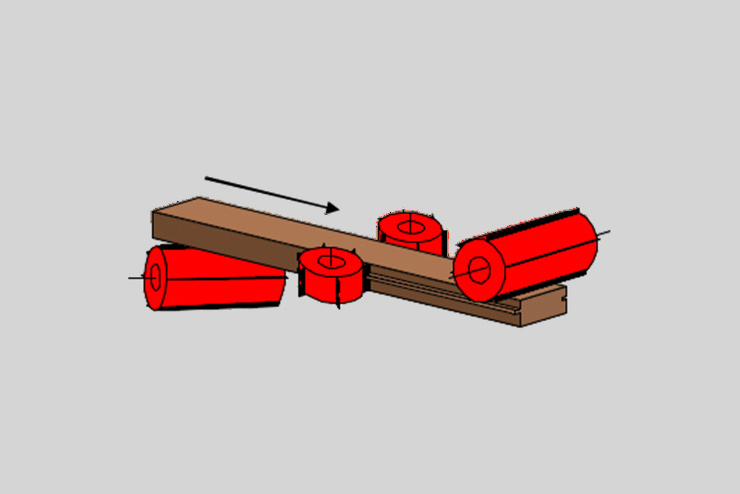
PARKETTHOBEL PAKE 120 / 170 / 220 / 270

4-Seiten Hobelmaschine für höchste Ansprüche Stabparkett, Deckschichten) und Leistungen (Vorschub 15 - 50 m/min.) speziell bei kurzen Holzlängen ab 200 mm. Bedienung komplett von vorn bzw. über SPS-Touch-Panel an Schwenkarm, mit CE-Schutzhaube voll gekapselt (max. 84 dB/A).
Schwere obere Transportkette mit 2 getrennt regelbaren pneumatischen Drucksystemen und geschliffener Geradführung für höchste Geradheit der Parkettstäbe (+/- 0,03 mm / 500 mm).
Motorische Höhenverstellung der Transportkette über SPS-Steuerung.Äusserer Guss-Rahmen für optimale Dämpfungseigenschaften des Maschinenkörpers.

Exakt gegenüberliegende Frässpindeln (Optional: mit Präzisionslagerung) mit symmetrischer und paralleler Breitenverstellung mit Meßsystem und Digitalanzeige.
Alle Werkzeuge mit Hydrospannung.
Holzbreiten ab 40-120mm>
bis 120 mm (PAKE 120) bzw.
bis 170 mm (PAKE 170) und
bis 210 mm (PAKE 220)
Option: Obere Hobelwelle mit konzentrischen, pneumatischen Druckstützen. Zusätzliche Sägenwelle zum rückseitigen nuten.
Untere und obere Hobelwelle mit Präzisions-Spindellagern und 30° schräg, perfekte Oberflächen ohne Einschläge.
Wendeplatten-Hobelköpfe auf Duo-Hydro-Buchsen oder Aluminium-Hydro-Hobelköpfe. Obere Hobelwelle mit konzentrischen, pneumatischen Druckstücken.
Option: zus. Sägenwelle zum Nuten der Rückseite.
ÜBERGABEVORRICHTUNG TV-2

Typ 1:
TV-2 (90° Bogen) nur für Stäbe bis 800 mm Länge Mit manueller Weiche für die Produktion von "rechten" und "linken" Stäben. Nach der Weiche werden die Hölzer über Bogenrutsche und Transportband direkt oder in entgegengesetzter Richtung in die Doppel-Abkürzmaschine geführt.
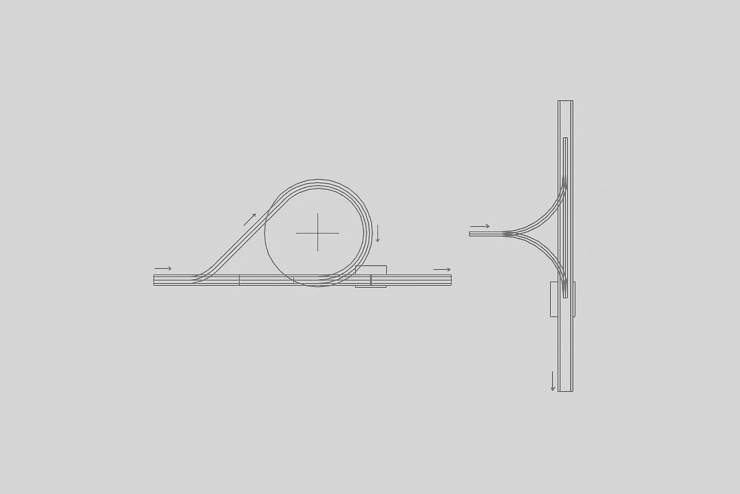
Typ 2:
TV-2 (Drehteller) auch für Stäbe über 800 mm Länge Mit manueller Weiche für die Produktion von "rechten" und "linken" Stäben. Im Normalfall und bei Stablängen über 800 mm werden die Hölzer direkt in die Abkürzmaschine geführt. Bei "linken" Stäben werden die Hölzer über den Drehteller um 180 ° gedreht wieder auf das Transportband zurückgefördert. Für Lamparkett oder Deckschichten auch als Ausführung TV-1 ohne Wendeeinrichtunge
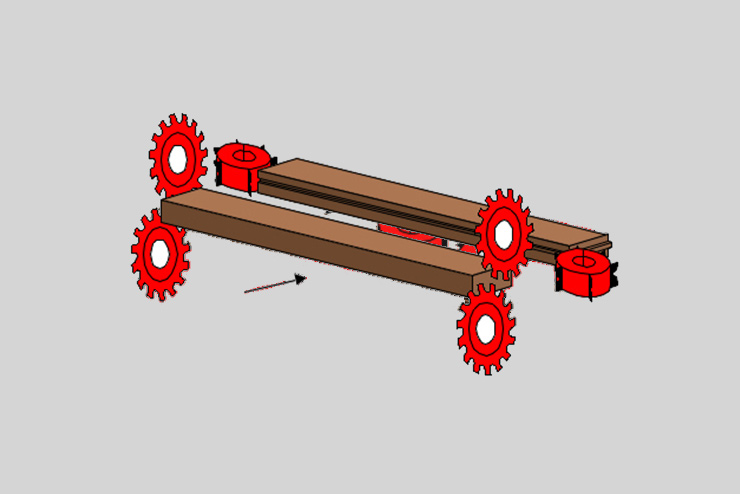
DOPPELABKÜRZ-, NUT- U. FEDERMASCHINE PAKUE F

Schwere geführte Transportketten mit PU-beschichteten Trägerplatten und nadelgelagerten Kettenbolzen. Alle Mitnehmer individuell einstellbar. Pneumatische Oberdrucksysteme (Riemen) für perfekte Paßgenauigkeit der Stirnflächen bzw. der Nut-Feder-Verbindung. Alle Arbeitswellen mit hochgenauen Spindelmotoren und auf Wunsch zusätzlich mit direkten Meßsystemen in 2 bzw. 3 Achsen je SpindelBedienung über SPS-Touch-Panel.
Als Doppelabkürzmaschine mit 2 bis 4 Sägenwellen zum exakt rechtwinkeligen Ab- kürzen (PAKUE 2 F oder 4 F). Als Doppelendprofiler PAKUE 5 F oder 6 F mit 3 bis 4 Sägenwellen und 2 Fräswellen. 2 Rahmengrößen (max. 4 oder 6 Wellen) Mit doppelter Präzisions-Linearführung und 2 Gewindespindeln. Verfügbar für Holzlängen bis 4500 mm (Standard 1200), min. 200 mm.

Standardmäßig mit integriertem Abfallband Kompakte Anordnung der Aggregate und Standard-Werkzeugabmessungen mit Hydrospannung.
Kombiniertes Blas- Absaug-System zur Kettenreinigung.
Optional mit
- autom. Geschwindigkeitsregelung,
- Stirnseiten-Vermessung und Auswerfer für fehlerhafte Stäbe oder
- Zusatzaggregaten zum Wachsen oder
Versiegeln der Stirnseiten (Hydrophobierung).
Innovates Your Parquet Production
Innovates Your Parquet Production
Innovates Your Parquet Production