Innovates your Parquet Production
ШТУЧНЫЙ ПАРКЕТ
НЕПРЕВЗОЙДЁННАЯ КЛАССИКА
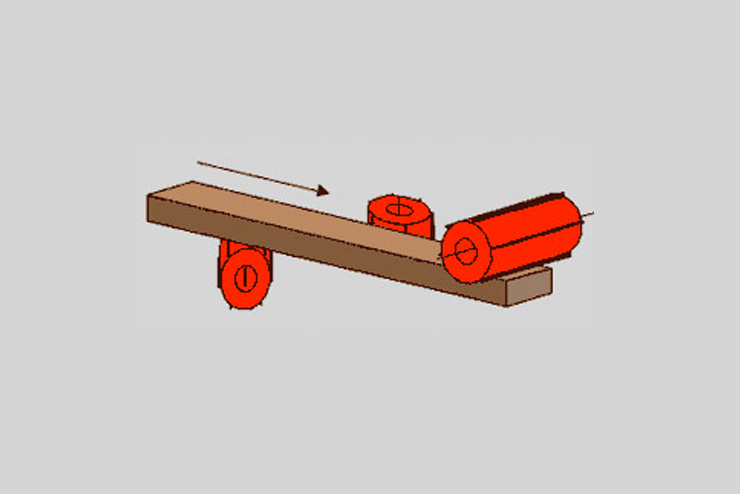
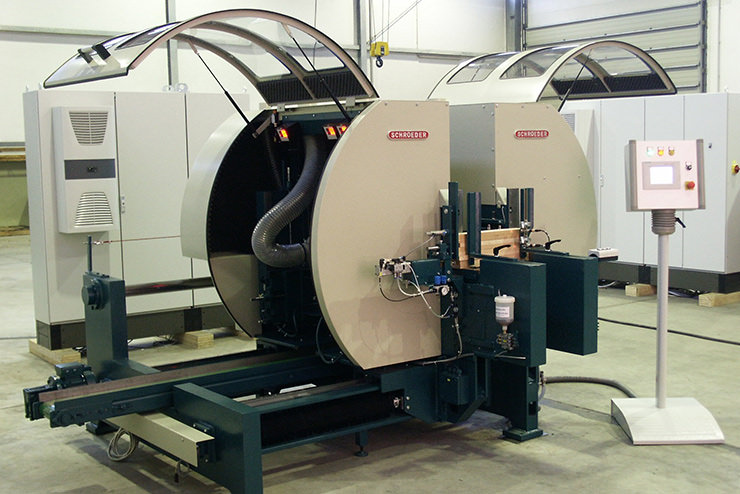
Механизированная линия по изготовлению классического штучного паркета основывается на испытанном принципе фирмы ШРЁДЕР по изготовлению паркета из массивной древесины. Этот принцип предусматривает разделение предварительной обработки и профилирования при продольной обработке на двух строгальных станках с промежуточной сортировкой. Полная установка состоит из трёх обрабатывающих станков и загрузочного магазина. Отдельные станки связаны ленточными транспортерами, которые служат также накопителем материала. Сначала паркетные заготовки укладываются в магазин устройства подачи МА или АВ и через накопительный конвейер доставляются к строгальному станку предварительной обработки VH-120 или VH-170. Приводное затягивающее устройство обеспечивает аккуратную укладку заготовок с прилеганием к упору. Заготовки перемещаются под транспортную цепь на расстоянии друг от друга. Здесь производится предварительное строгание снизу и сверху, а также удаляется избыточная боковая ширина или калибруется продольная сторона.
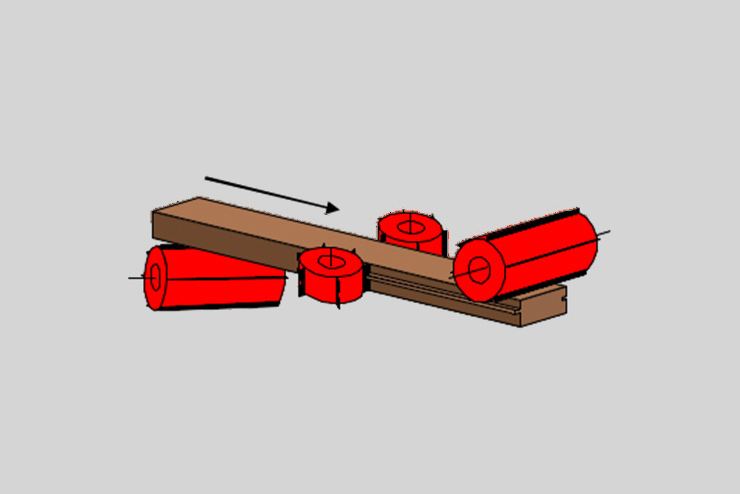
За счёт двухстороннего снятия сухого слоя полностью снимается внутреннее напряжение в древесине, а уменьшение чрезмерной ширины и толщины обеспечивает оптимальное качество продукта в процессе последующей обработки. Установка под углом нижних ножевых валов строгального станка гарантирует оптимальную обработку без сколов даже при сильно искривлённых заготовках. Отпадает ненужное врезание пазов для направления заготовок. За счёт двухстороннего снятия сухого слоя в древесине полностью снимается напряжение, а уменьшение чрезмерной ширины и толщины обеспечивает оптимальное качество продукта в процессе следующей последовательной обработки. Установка нижнего строгального вала станка под углом гарантирует оптимальную обработку без сколов даже сильно искривлённых заготовок. Отпадает ненужное врезание пазов для направления дощечек, заготовки могут быть оптимально использованы. После предварительной обработки происходит визуальный контроль дощечек: выбирается лучшая сторона. Для окончательной обработки дощечки ещё раз переворачиваются и затем транспортируются лучшей стороной (впоследствии лицевой стороной паркетной дощечки) вниз в 4-х сторонний паркетно-строгальный станок РAKE120 или РAKE170. Здесь окончательно строгаются с максимальной точностью нижняя и верхняя сторона, а также профилируются пазами и гребнями боковые стороны. Наклонное положение нижнего строгального вала позволяет проводить обработку также очень тонких заготовок. Верхняя транспортная цепь, являющаяся отличительной особенностью паркетных станков фирмы ШРЁДЕРЕР в течение уже более 50 лет, а также точно расположенные друг напротив друга фрезерные шпиндели гарантируют получение абсолютно ровных дощечек или паркетных досок. Расположенный в конце станка верхний строгальный вал обрабатывает дощечки до окончательной толщины.
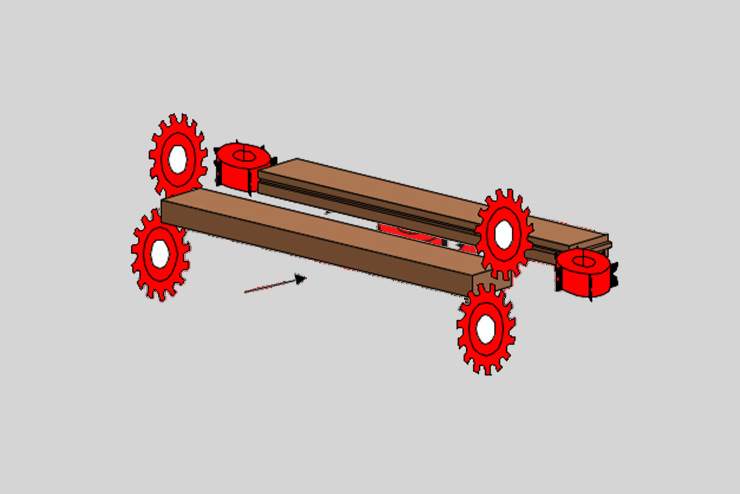
Далее окончательно обработанные по продольной стороне паркетные дощечки торцуются по длине и профилируются с торцевой стороны. В зависимости от технологии используются двухпильный станок для выравнивания торцов, выборки паза и профилирования гребня PAKUE F с 5-ю или 6-ю агрегатами. С помощью 3-х или 4-х пильных агрегатов дощечки торцуются и производится предварительное прорезание профиля, в заключение производится чистовая обработка паза и гребня с помощью соответствующих профильных фрез. Высочайшая точность при этом обеспечивается за счёт транспортной системы станка: дощечки подаются в станок уложенными на пластины приводной транспортной цепи. В заключение паркетные дощечки сортируются по качеству и упаковываются.
ПОДАЧА ЗАГОТОВОК
Подающий аппарат МА
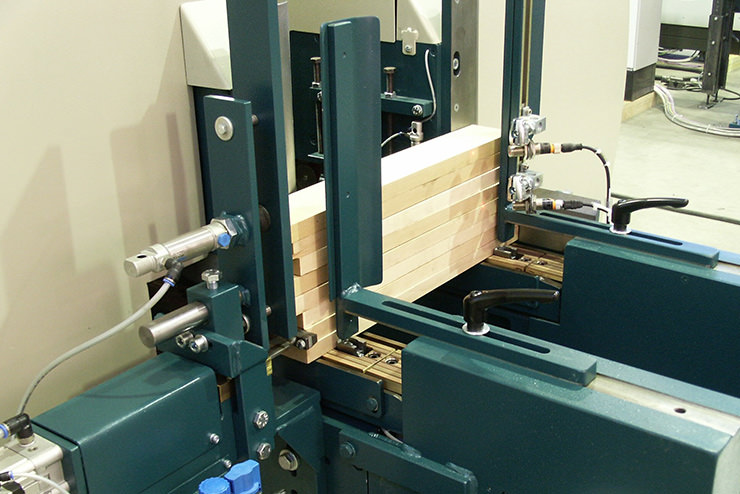
Данный аппарат работает по принципу цепной приводной подачи. Загрузочный магазин с цепной подачей и электроприводом рассчитан на среднюю и высокую производительность до 200 шт. / мин при производстве штучного паркета, ламелей верхнего слоя многослойного паркета и паркета без паза и гребня. Он имеет прочную и хорошо зарекомендовавшую себя конструкцию. Новшеством в данном аппарате стали встроенный частотный преобразователь и автоматическая регулировка наполнения магазина, а также синхронизация подачи со скоростью работы последующих станков в линии. Он может применяться только для обрабатываемых деталей длиной до макс. 850 мм или 1250 мм.

Полуавтоматическая подача НВ
Полуавтоматическая система подачи с накопителем материала, основу которой составляет подающий аппарат МА. Система позволяет нескольким операторам производить одновременную загрузку обрабатываемых заготовок. Обрабатываемые детали укладываются пакетами (прибл. 4-6 штук) на цепной транспортер. Затем с цепного транспортера осуществляется автоматическая передача в магазин. Система предназначается для высоких скоростей подачи до 45 м/мин. также для коротких обрабатываемых деталей длиной 400 мм. Поставляется в лево- и правостороннем исполнении (поперечный транспортер установлен с левой или правой стороны).
Пневм. подача AB (+ конвейер)
Данная система подачи отличается большой гибкостью при невысокой и средней производительности (до 100 шт. / мин.) в производстве штучного паркета, двухслойного паркета и прочих предварительно обработанных изделий. Система подачи предназначена для обрабатываемых деталей длиной до 2500 мм.
СТАНОК ДЛЯ ПРЕДВАРИТЕЛЬНОГО СТРОГАНИЯ VH-120 / -170 / -220

3-х сторонний станок предварительного строгания высокой производительности (скорость подачи 15-50 м/мин.), специально для коротких обрабатываемых деталей от 200 мм. Управление станком производится полностью с фронтальной стороны станка или с навесной панели управления с сенсорным экраном. Станок оснащён защитным кожухом в соответствии с нормами СЕ (макс. 84 дБ/А). Тяжелые верхние транспортные цепи с двумя пневматическими прижимными системами, регулируемыми по отдельности. Приводная регулировка по высоте транспортных цепей через программируемый контроллер SPS.

Ширина обрабатываемых деталей от 40 до 120 мм (VH –120) или до 170 мм (VH –170) либо до 220 мм (VH –220). Нижние и верхние строгальные валы установлены под углом 30º, что обеспечивает обработку также сильно искривленных или очень тонких обрабатываемых деталей без ударов о строгальный вал и соответственно без следов от удара, в зависимости от версии с дополнительным передним упорным подшипником. Строгальные головки со сменными строгальными ножами на двойных гидробуксах. Верхний строгальный вал с концентричными пневматическими прижимами.
ПРОМЕЖУТОЧНАЯ СОРТИРОВКА SV
SV + конвейер B-25
Промежуточная сортировка SV после предварительного строгания предназначена для отбора дощечек наивысшего качества (до 30%). В дощечках, прошедших обработку предварительного строгания с верхней и нижней стороны, определение более качественной – в последующем лицевой стороны - дощечек более эффективно, чем в дощечках в необработанном состоянии. Промежуточная сортировка осуществляется следующим образом: сначала дощечки, прошедшие предварительное строгание, переворачиваются по продольной оси (качественной стороной вверх), далее для оценки их качества они медленно транспортируются по конвейеру в поперечном расположении и в заключении, перед окончательной обработкой и продольным профилированием, ещё раз переворачиваются на конвейере. Конвейер для промежуточной сортировки SV может быть исполнен с различными характеристиками по длине и ширине, в зависимости от макс. длины обрабатываемых деталей и средней скорости подачи. (Не требуется для паркета без паза и гребня и ламелей верхнего слоя многослойного паркета)
СТРОГАЛЬНЫЙ И ПРОФИЛИРУЮЩИЙ СТАНОК PAKE 120 / 170 / 220 / 270

4-х сторонний станок для производства штучного паркета и ламелей верхнего слоя многослойного паркета для самых высоких запросов и мощностей (скорость подачи 15 - 50 м/мин.) специально для коротких обрабатываемых деталей от 200 мм. Управление станком производится полностью с фронтальной стороны станка или с навесной панели управления с сенсорным экраном через программируемый контроллер SPS. Станок оснащён защитным кожухом в соответствии с нормами СЕ (макс. 84 дБ/А).
Тяжелая верхняя транспортная цепь с двумя пневматическими прижимными системами, регулируемыми по отдельности, и точно отшлифованная направляющая обеспечивают абсолютную прямизну перемещения обрабатываемых деталей и соответственно абсолютную прямизну обработки (+/-0,03 мм / 500 мм).
Приводная регулировка по высоте транспортной цепи через программируемый контроллер SPS. Внешняя литая рама для оптимальных характеристик демпфирования корпуса станка.

Точно расположенные друг против друга вертикальные фрезерные шпиндели (опционально: с прецизионными подшипниками) с симметричной и параллельной настройкой ширины рабочей ширины с измерительной системой и цифровым индикатором.
Все инструменты с гидрозажимом.
Ширина обрабатываемых деталей от 40 -120 мм
до 120 мм (PAKE 120) или
до 170 мм (PAKE 170) и
до 210 мм (PAKE 220)
Опция: Верхний строгальный вал с концентричными, пневматическими прижимами. Доп. пильный вал для выборки паза с задней стороны
Нижние и верхние строгальные валы с прецизионными шпиндельными подшипниками установлены под углом 30º, что позволяет достичь превосходной поверхности обрабатываемых деталей без сколов.
Строгальные головки со сменными строгальными ножами на двойных гидробуксах или алюминиевые строгальные головки на гидробуксах. Верхний строгальный вал с концентричными, пневматическими прижимами.
Опция: доп. пильный вал для выборки паза с задней стороны
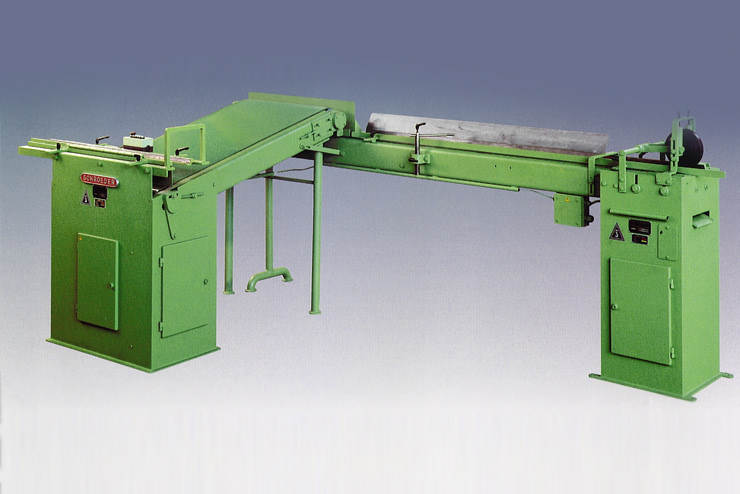
УСТРОЙСТВО ПЕРЕДАЧИ TV-2

Тип 1:
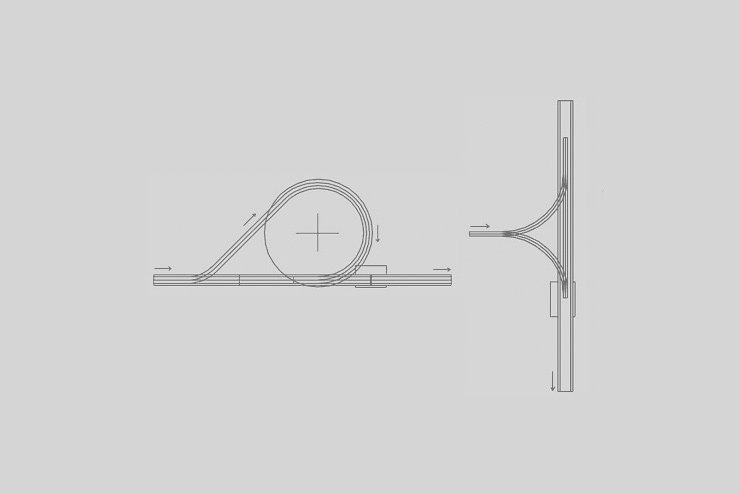
TV-2 Дугообразное устройство 90º только для заготовок с макс. длиной 800 мм с ручным переводным устройством для производства „правых“ и „левых“ паркетных дощечек. После переводного устройства заготовки направляются через арочный спуск и конвейерную ленту в прямом или в противоположном направлении в двухсторонний концеравнительный станок.
Тип 2:
TV-2 (поворотная тарелка) также для заготовок длиной свыше 800 мм с ручным переводным устройством - для производства „правых“ и „левых“ паркетных дощечек. Обычно и при длине заготовок более 800 мм заготовки направляются в концеравнительный станок напрямую. Для производства «левых» паркетных дощечек заготовки пропускаются через поворотную тарелку, на которой они разворачиваются на 180º, после чего вновь возвращаются на транспортерную ленту. Для паркета без паза и гребня или ламелей верхнего слоя многослойного паркета также в исполнении TV-1 без поворотной тарелки
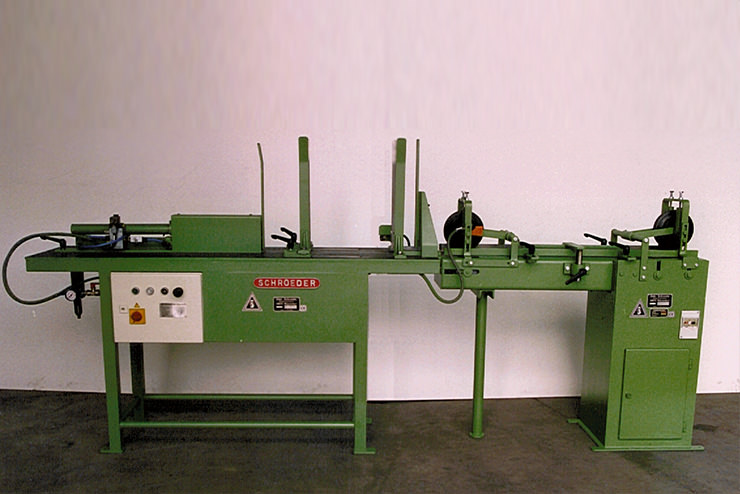
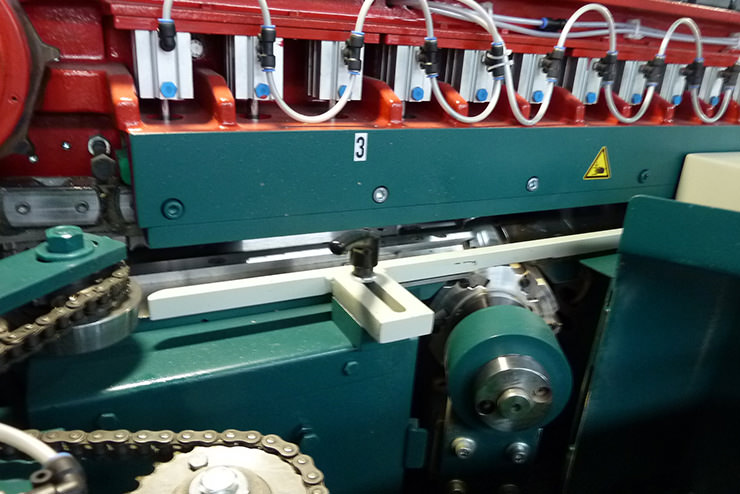
ДВУХСТОРОННИЙ СТАНОК ДЛЯ ВЫРАВНИВАНИЯ ТОРЦОВ, ВЫБОРКИ ПАЗА И ПРОФИЛИРОВАНИЯ ГРЕБНЯ PAKUE F

Тяжёлые транспортные цепи c несущими пластинами со специальным ПУ-покрытием. Ось цепи на игольчатых подшипниках. Все захваты регулируются индивидуально. Пневматическая система верхнего прижимного ремня для соблюдения абсолютной точности угла или абсолютной точности торцов или соединения паз/гребень. Все рабочие валы оснащены высокоточными шпиндельными двигателями. По желанию клиента возможна установка измерительных систем по 2-м или 3-м осям каждого шпинделя. Управление на панели с сенсорным экраном с контроллером SPS.
В качестве двухстороннего концеравнительного станка с 2-мя, 3-мя или 4-мя пильными валами – для абсолютно точного прямоугольного торцевания (PAKUE 2F или PAKUE 4F). В качестве станка для двухстороннего профилирования паза и гребня (PAKUE 5F или PAKUE 6F) – с 3-мя или 4-мя пильными валами и 2-мя фрезерными шпинделями. Два варианта рамной конструкции станка – для макс. 4-х или 6-ти валов. Двойные высокоточные прямолинейные направляющие и два ходовых винта. Исполнение станка для макс. длины обрабатываемых деталей 4500 мм (в стандартном исполнении - до 1200 мм), мин. 200 мм.
В стандартном исполнение станка предусмотрен встроенный ленточный конвейер для отходов. Компактное размещение агрегатов и стандартные размеры режущего инструмента с гидрозажимами. Комбинированная система вытяжки и выдува опилок для очистки цепи.
Опции:
- автоматическая регулировка скорости,
- измерение торцевой стороны и выброс некачественных дощечек или
- дополнительные агрегаты для обработки воском или герметизации торцевых сторон (водоотталкивающая обработка).
Innovates Your Parquet Production
Innovates Your Parquet Production
Innovates Your Parquet Production